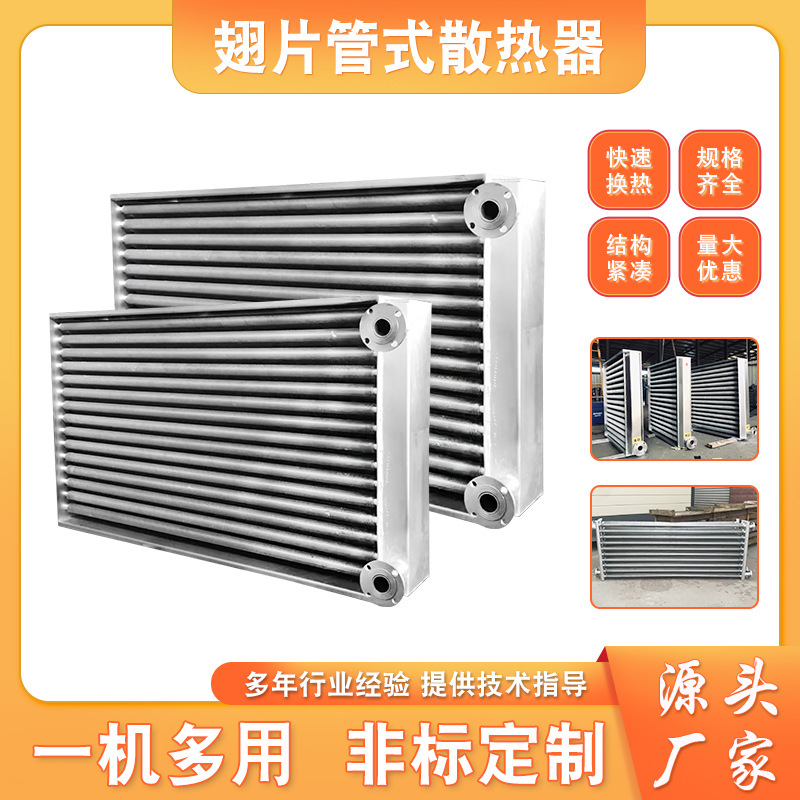
Revolutionize your industrial cooling and heating processes with our Tube-Fin Air heat exchange heat exchanger. Ideal for cooling steam, heating water, and transferring heat through oil, this aluminum fin radiator ensures efficient and reliable performance.
Whether you're drying, cooling, or heating, our heat exchanger delivers consistent results. Invest in a solution that combines advanced technology with robust construction for lasting value.
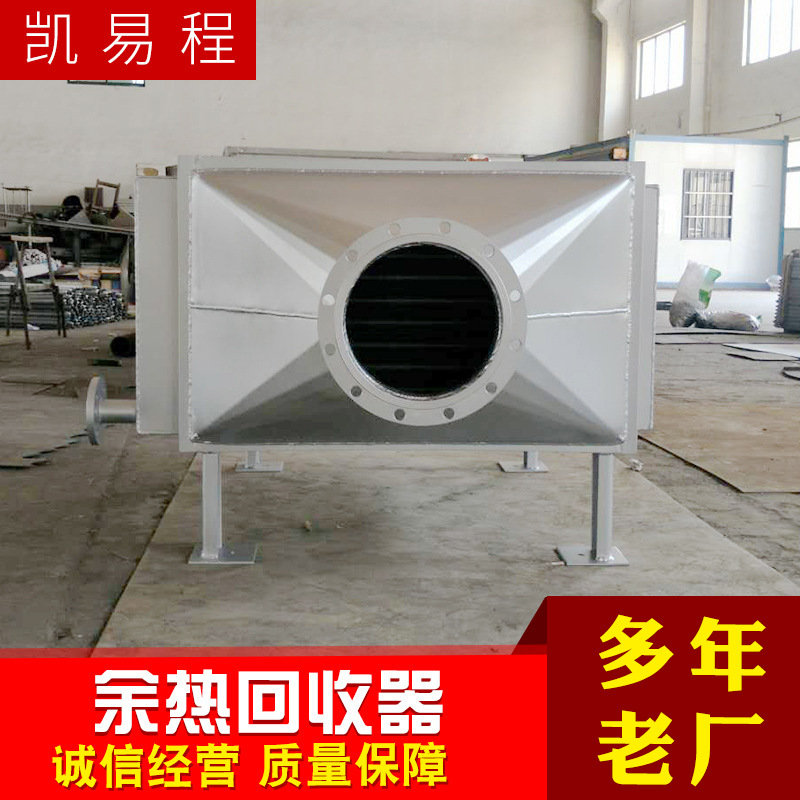
Maximize your energy efficiency with the Factory waste heat recovery device. This advanced heat exchanger is designed to recover waste heat from flue gas, providing a cost-effective solution for energy recovery. Its complete specifications ensure compatibility with a wide range of industrial applications.
The Factory waste heat recovery device is built for performance and efficiency. Its heat recovery boiler and economizer design ensure maximum energy savings, making it an essential component for any industrial operation. Upgrade your energy recovery system today and reduce your operational costs.

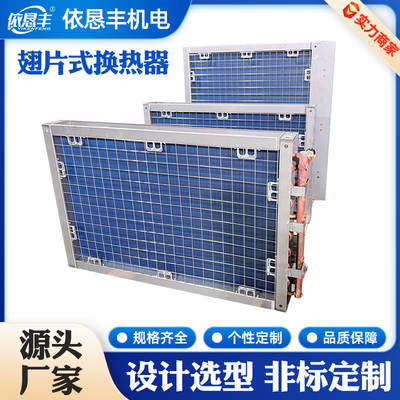
Optimize your cooling systems with our tube condenser radiator. This evaporator features spray copper tubes and stainless steel construction for efficient gas-liquid heat exchange.
Our cooling coils ensure reliable performance in steam and other industrial applications. Enhance your system's efficiency with our advanced heat exchanger technology.

**Stay Safe and Cool with Our LAS Series Self-Circulating Air Cooler System**